Ці конструкції не такі міцні, як аналоги з металу, проте, більшість віддає перевагу саме пластику. Важливу, а іноді і вирішальну роль при виборі грає простота і швидкість монтажу. А метод пайки при з'єднанні поліпропіленових (ПП) елементів магістралі дає можливість спорудити надійну і міцну конструкцію за лічені хвилини.
Як правильно паяти поліпропіленовий трубопрокат - загальні поняття
З першого погляду цей процес здається дуже простим. Розігрівають елементи, з'єднують їх, і скріплюють. Але, практика довела, що в таких діях існує безліч нюансів, нехтування якими може привести до неякісного результату, тобто до погано працює магістралі, і початківцям майстрам потрібно уважно поставитися до певних моментів.
Головна проблема полягає в тому, що погано виконану роботу можна визначити тільки через певний час функціонування магістралі. Тому, так важливо, виконуючи пайку своїми руками, дотримуватися певних правил.
Сварка поліпропіленових труб і фітингів заснована на методі термополіфузіі. Його суть полягає в розігріві зварюються, і швидкої їх стикування. Для з'єднання нам знадобитися спеціальний апарат, іменований паяльником.
Як відбувається процес зварювання
Дифузійне зварювання поліпропілену має на увазі стикування двох розігрітих частин. Ці деталі в наслідок з'єднуються. В результаті відбувається взаємопроникнення матеріалів (так звана дифузія) на місці стику.
Сварочник при роботі дозволяє чітко контролювати температуру нагрівання. Для стику рекомендують брати елементи з однакового матеріалу.
Дивитися відео урок для початківців - як паяти поліпропіленові труби
Фізичні та хімічні показники зварного стику, які демонструє поліпропілен, такі ж, як у основного трубного матеріалу. Тому система, яка з'єднується таким методом, буде функціонувати надійно і довго.
Є кілька способів зварювання, які підбирають відповідно до розмірів монтируемой системи. Це: стикового, розтрубний і споювання сідел.
необхідний інструмент
Для того, щоб утворилося високоякісне з'єднання, необхідно вибрати спеціальний паяльник. Його ще називають «праска для зварювання пп труб».

Апарат для зварювання пластикових труб найчастіше продають спільно з насадками різного діаметру, (щоб була можливість стикувати труби різних перетинів) покритих тефлоном. Так само для роботи нам знадобитися наступний інструмент.
- Різак для трубного сортаменту. Цей інструмент теж доповнює комплектацію описуваного пристрою.
- Шейвер. Це пристосування призначене для армуючої прошарку на посилених трубних виробах.
- лінійка.
- Засоби, якими виконують знежирення.
- фітинги.
- Добре підточений ніж.
- Маркер і ганчір'я.
- напилок.
Підготовчі роботи
Переглянувши на відео нескладну технологію пайки враструб, можна починати практичні заходи. На початковому етапі роботи, рекомендують візуально перевірити трубні матеріали на предмет присутності дефектів або пошкоджень.
Якщо все в порядку, то перетин трубного сортаменту потрібно звірити з діаметром фітингів. Вони повинні точно відповідати один одному.

Потім трубопрокат необхідно нарізати по потрібних розмірів. Розріз трубних виробів виконувати слід строго перпендикулярно. На армованих видах за допомогою шейвера зачищають поверхні. Далі з армованим матеріалом працюють так само, як і з не армованим.
Після розрізу заготовки місця майбутнього стику потрібно обробити, і позбутися від задирок. Це можна зробити ножем.
Знежирення торців зварюваних елементів
На жаль, ця вимога багато початківці фахівці ігнорують. Так стик можна зробити і без цієї процедури. Але, професіонали попереджають, що його якість буде меншим в рази.
До початку зварювання поліпропіленових труб своїми руками потрібно протерти зсередини фітінг і трубну заготовку зовні. При цьому видаляються абразивні освіти і пил, а ці речовини псують покриття насадок зварного обладнання.
Таким же чином обробляють самі насадки. Але, перед процедурою зварювання поліпропіленових труб їх оглядають на наявність залишків розплавленого пластику. Якщо такий є, то його негайно треба видалити.
Виробляємо розмітку глибини посадки трубного вироби
Це теж дуже важливий момент для початківців - вміння правильно розмітити глибину посадки трубного вироби в фітінг. Фасонні елементи різного діаметру мають неоднакове поглиблення зварного стику. З цієї причини зварювання може виконуватися тільки після вимірювання цього габариту лінійкою або штангенциркулем.
Це необхідно для запобігання «посадки» трубного вироби занадто глибоко. Якщо ігнорувати це попередження, то прохід стику звужується. А це загрожує неефективною роботою системи в подальшому. Отже, цей розрахунок необхідно виконувати з особливою точністю.
Дивитися відео урок для початківців зварників - як правильно паяти
Розмітка деталей для зварювання поліпропіленових труб є клопіткою завданням. Але, є спосіб істотно заощадити нерви і час. Наприклад, для трубного сортаменту з зовнішнім діаметром на 20 мм зі шматка патрубка на 32 мм вирізують кільце шириною в 15 мм. Його можна використовувати для визначення точного габариту посадки.
Як довго гріти

Коли набирається потрібна температура, на агрегаті повинен згаснути індикатор. Він, таким чином, сигналізує, що пристрій готовий до роботи.
Для гарячого апарату рекомендують облаштувати підставку, тому, що руки майстра повинні бути вільними для скріплення прогрітих деталей.
Як паяти - опис технології процесу для початківців
Як зварити поліпропіленові труби наочно демонструє надане відео. У ньому вся технологія процесу пояснюється дуже детально. Переглянутий перед роботою урок, дасть можливість швидше зрозуміти, що являє собою технологія зварювання поліпропіленових труб, і показує, як вона використовується на практиці.
Так само відео докладно висвітлює кожен етап дій, і те, як потрібно зварити конструкцію правильно. Матеріал, який воно викладає, слід вивчити дуже уважно, це стане запорукою того, що подальші самостійні дії не викличуть ніяких труднощів.
Відео інструкція повністю підтверджує, що користуватися сварочніка зовсім не складно. Але, початківець глядач помітить, що всі дії підкоряються певним правилам.
Обов'язково дивитися початківцям майстрам відео урок як правильно паяти.
Для гарячого апарату рекомендують облаштувати підставку, тому, що руки початківця майстра повинні бути вільними. Інакше зварити конструкцію буде неможливо.
На регуляторі виставляють температуру до +260 градусів за Цельсієм. Цей показник називають оптимальним для плавлення поліпропіленових виробів. Так само він безпечний для тефлонового покриття насадок. Регулятор на пристрої може бути відсутнім.
Це зовсім не означає, що такий зварювальний агрегат не придатний для того, щоб добре з'єднати пластик. Це буває з тієї причини, що інша температура для прогріву пластикових матеріалів, крім зазначеної норми не використовується. Тому робити великий акцент на цьому питанні не варто.
Після цього починають виробляти своїми руками саму пайку. Фітинг і труба одночасно одягається на насадки. Вставляти заготовку і фітингових елемент необхідно з помітним зусиллям. Це продиктовано тим, що кожна насадка на нагрівальному пристрої проводиться в формі конуса з ухилом в п'ять градусів.
Номінальному показнику відповідає тільки внутрішній діаметр поверхні. Трубну заготовку потрібно вставляти до упору, але її не можна притискати далі. Сильне продавлювання в даній ситуації може закінчитися утворенням внутрішнього потовщення.
Самостійна зварювання поліпропіленових труб має на увазі швидке скріплення підігрітих деталей з поліпропілену. Так само важливо пам'ятати, що провертати або зрушувати створену конструкцію можна до повного охолодження.
Для того щоб поправити невеликий вада, буде тільки кілька секунд. Будь-які зрушення після можуть згубно позначитися на герметичності створеного вузла.
температурні норми
Сварка поліпропіленових труб, як вже було зазначено, повинна виконуватися за існуючими правилами. Все потрібно виконувати не поспішаючи і правильно. Все це відноситься і до температури. При облаштуванні трубопроводу дуже важливо, щоб була витримана не тільки температура зварювання поліпропіленових труб, але і час.
До кожного сварочніка додається інструкція, де є всі необхідні норми часу і температури для виробів з різних матеріалів. Порушення цих рекомендацій призведе до зменшення внутрішнього діаметру і зниженою циркуляції води в системі.
Так само початківцям фахівці говорять, що важливо не тільки просто вибрати температуру в 265 градусів. При роботі слід звернути увагу на наступні додаткові нюанси:
- Діаметр, який має трубна система.
- температуру оточення.
- тривалість прогріву.
Температурі зовнішнього повітря приділяють особливу увагу. При монтажних діях не уникнути невеликих перерв, які утворюються при знятті прогрітих деталей і їх муфтової стикування.
Щоб уникнути ефекту швидкого охолодження при низькій температурі, конструкцію з поліпропілену прогрівають трохи довше. Рекомендований часовий проміжок при цьому становить приблизно три секунди. Але, в кожному разі це вирішується індивідуально.
Вирішуючи питання температурних норм, необхідно взяти до уваги діаметри скріплюються частин. Це так само впливає на тривалість і градус прогріву.
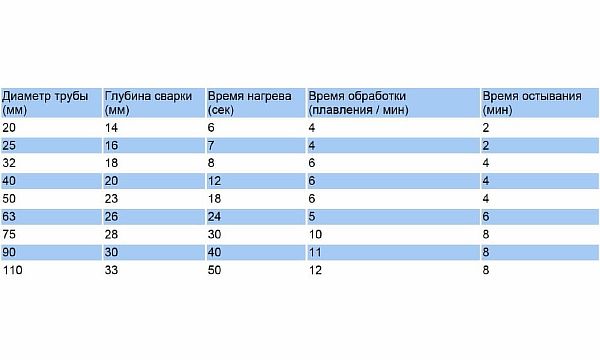
Значно полегшити цю роботу можна, якщо скористатися спеціальними таблицями. Їх можна знайти в інструкції до паяльників, або на нашому сайті.
Як грамотно паяти - важливі нюанси пайки
Якщо діяти за встановленими правилами, то зварювати поліпропіленові труби і фітинги не складно. Навіть малодосвідчений і початківець майстер може легко сконструювати водопровід або опалення із пластику.
Перед тим, як варити своїми руками ПП мережу, краще домовитися з ким-небудь зі своїх знайомих про допомогу. Паяти зручніше, коли одна людина тримає сварочник, а другий зістикує прогріті деталі.
Дивитися відео: пайка і типові помилки початківців
Найчастішою помилкою, якої припускаються малодосвідчені майстра, є перегрів частин. Через це звужується просвіт трубного сортаменту.
Незважаючи на великі кількість нюансів, які необхідно виконати, спеціальні знання для таких дій не потрібні, і кожен бажаючий може самостійно це зробити у себе вдома.
Проведення поліфузной зварювальних робіт
Після того як потрібні роботи з підготовки деталей і інструментів проведені, можна почати зварювання. Для того щоб правильно все зварити, необхідно подивитися відео, дотримуючись наведеної в ньому інструкцією для початківців.
- Одягніть фітінг на нагріту до робочого рівня насадку. Він вимагає більше звичайного часу на нагрівання, пов'язано це з тим що у нього стінки товщі, на відміну від поліпропіленових Трубопрокат.
- На другу насадку зварювального апарату надіньте пластикову трубку, тільки після того як почалося нагрівання фитинга.
- Тепер дочекайтеся, коли обидві деталі прогріються до необхідної температури.
- Після цього їх потрібно з'єднати. Якщо вони не мають щільного зіткнення, то потрібно провернути їх на 10 градусів під час самого процесу зварювання.
- Для того щоб з'єднання було якісним, час спайки потрібно розрахувати. Для цього необхідно використовувати спеціальну таблицю, час пайки буде залежати від діаметра.
- Коли елементи нагрілися, їх треба витягти і плавним рухом з'єднати, вставляючи трубу всередину фітинга, згідно попередньо поставленої мітці.
- Тримайте обидві деталі деяку кількість часу щільно зімкнутими, поки з'єднувальний шов не охолоне, як на відео.
Зверніть увагу, що для якісної спайки необхідно проводити точні з'єднання, без зайвого розплаву робочого пластикового матеріалу. Наплив зайвого поліпропілену призведе до зниження провідності трубопроводу через зменшення його діаметра. І це є показником того, що зварювання поліпропіленових труб проведена неправильно.
Пайка за допомогою електро фитинга
Процес підготовки електрофітінгового апарату для спайки повністю такий же, як і у поліфузной. Але сам спосіб спайки трохи інший.
- Необхідно заготовити відрізки заданої довжини.
- Огляньте всі деталі на наявність пошкоджень.
- Підготуйте зварювальний апарат.
- Всю поверхню потрібно очистити від окислення. Так само проведіть знежирення всіх частин призначених для з'єднання.
- Тепер вставляючи трубку в фітінг, робіть мітку будівельним маркером.
- З'єднують електро фітінг з паяльником спеціальними проводами.
- Щоб почати зварювання всуньте трубу в електро фітінг.
- Переведіть тумблер на "On" і все пройде в автоматичному режимі.
- Про те, що спайка закінчена, будуть свідчити спеціальні мітки на фітингу, там вийде назовні поліпропілен.
Коли сварка проведена, з'єднання повинно пройти процес природного охолодження. Коли всі деталі охолонуть, і якщо вся технологія була проведена без порушень, то стик буде дуже надійно.
Чого треба уникати під час зварювання
У момент сполучних робіт фитинга і частин пластикової конструкції, вони повинні прилягати щільно, щоб виключити зазор перевищує 1 мм, інакше між внутрішніми упорами і торцем буде проміжок, який негативно вплине на подальшу експлуатацію всієї системи.
Дивитися відео урок для початківців
Не робіть непотрібних силових дій, в момент з'єднання деталей, тому що це призведе до того, що внутрішній упор труби і її торцем буде утворений грат, що створить перешкоду для провідності рідин всередині її.
способи укладання
Питання розводки ПП систем стає першим при монтажних роботах. При цьому доводиться вирішувати, приховувати трубну систему в стіни, або тягнути її відкритим методом. Особливо критично це для малогабаритних квартир, адже комунікації займають багато простору.
Відкритий монтаж - це протяжка магістралі поверх стіни або підлоги.

При можливості спорудження ховають під декоративну будівництво. Переваги в даній ситуації такі:
- Можливість прокладати трубопрокат з будь-якого матеріалу.
- Прості монтажні дії.
- проста компоновка.
- невисока вартість.
- Можливість постійно контролювати трубну систему.
Недоліки таких конструкцій такі:
- Непрезентабельний зовнішній вигляд.
- Істотні втрати корисної площі. Це дуже болісно для маленького приміщення, де пара зайвих сантиметрів - це додаткове місце, де стане сантехніка.
Прихований монтаж - це споруда, яка відрізняється естетичним виглядом, так, як магістраль проходить в стіні або підлозі.

Цей варіант дозволяє обійтися без втрати корисного простору. Але він і не позбавлений недоліків, у вигляді:
- можливість брати трубопрокат тільки з певних матеріалів;
- трудомісткі підготовчі роботи. Більш складний монтаж;
- неможливість провести ремонт без розбирання і руйнування споруди.
Виробляємо розведення ПП мереж
Після того, як визначено спосіб прокладки трубопроводу, і ми знаємо розміри сантехнічних приладів, можна розробити розводку системи, яку потрібно буде прокласти в квартирі або в будинку.
На плані визначають точні місця для установки обладнання. Всі вимірювання повинні виконуватися з максимальною точністю. Перед тим, як почати зварювати, потрібно ознайомитися з наступними рекомендаціями. Ці правила прості:
- Трубні вироби не повинні перетинатися.
- Каналізація і водопровід простягається максимально близько.
- Вся система повинна бути простою.
- Розташовані вертикально відводи оснащують гнучкими шлангами.
- Професійні майстри називають ПП сортамент найкращим варіантом для облаштування розводки будь магістралі. Основний їх характеристик цих товарів є простий монтаж, а саме спайка, яку можна виконати самому.
Як вибрати зварювальний апарат щоб паяти поліпропіленовий трубопрокат

Трубний сортамент, що не перевищує 40 мм, варимо, використовуючи апарат для розтрубної зварки поліпропіленових труб. Коли перетин магістралі більше 49 мм, то скріпити елементи допомагає пристосування, що має центричний пристрій.
Устаткування, яке виконує зварювальні роботи з поліпропіленовими трубопроводами, умовно ділять на такі види:
- Механічні. Ці пристосування застосовують для магістралей великого обсягу.
- Ручні. Даний вид агрегатів чудово підходить для самостійного застосування. Їм можна з'єднувати магістралі з об'ємом до 125 мм.
Який сварочник вибрати, слід вирішувати, виходячи з особливостей споруджується системи. Так само важливо, щоб в комплекті складався набір насадок. Це дозволить працювати з магістралями різного об'єму.
Крім сказаного починаючому майстрові знадобиться знати - не варто купувати дешеві інструменти. Як правило, на них насадки оснащують неякісним покриттям. Відповідно, спаяти якісне спорудження таким агрегатом неможливо.
Домашньому майстру варто вибрати спеціальний агрегат для зварювання невеликого розміру. Цього цілком вистачить для потреб побутової магістралі.
Сварка поліпропіленових труб своїми руками - не є складним завданням, якщо вивчена вся методика, і початківець майстер має бажання зробити цю роботу. Будь електрозварювальний апарат стане відмінним помічником. А купивши до нього повний набір потрібних насадок, можна істотно заощадити фінанси і час.