

Але для цього потрібно знати, як правильно паяти поліпропіленові труби, адже це основна операція, що визначає довговічність всієї системи.
Монтаж пластикових труб внутрішньої розводки є досить простий, але досить трудомісткий процес, тому, перш за все, потрібно зрозуміти, як правильно паяти поліпропілен.
властивості поліпропілену

Вироби для водопостачання виробляються з пластика сорти PPR, що має такі характеристики:
- робочий діапазон температур від -10 до +90 градусів;
- плавлення пластику починається при 149 градусах;
- номінальний тиск від 1,5 до 2,5 атмосфер.
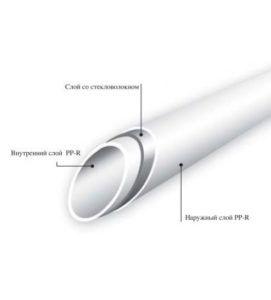
Одним з них є армування стінок скловолокном або алюмінієм. Для цього поверх готової труби накладається шар ниток зі скловолокна або алюмінієвої фольги, а потім наноситься ще один шар поліпропілену.
Така конструкція дозволяє отримувати поліпропіленові труби, придатні навіть для використання в системах опалення та гарячого водопостачання.

Кардинальним способом армування поліпропіленових виробів є установка металевого шару. Для цього використовується алюмінієва фольга у вигляді смуги.
Вона по гвинтовій лінії намотується на заготовку по шару клею, поверх металевої фольги наноситься другий клейовий шар. Зовнішня обичайка виготовляється з того ж поліпропілену.
Такі продукти придатні для використання в водогонах з підвищеним тиском до 6 атмосфер.
Які поліпропіленові вироби вибрати
Для мало напірних мереж холодного водопостачання найбільш практичними є вироби PN16. Вони легко витримують тиск до 2 атмосфер при температурі до +40 градусів. Цього цілком достатньо, щоб витримати навантаження водопроводу в приватному будинку або поливальної системи в теплиці або на городі.
Дивитися відео
Більш стійкі до різних впливів поліпропіленові вироби марки PN20, які вважаються універсальними і можуть бути використані, в тому числі, і для опалення з температурою теплоносія до 95 градусів.
Але найбільш надійні в будь-яких водопроводах труби марки PN25, армовані алюмінієм або скловолокном.
Устаткування для монтажу поліпропілену
Поліпропіленові водопроводи мають свої особливості в частині технології складання, які визначаються властивостями вихідного матеріалу. Перед тим, як паяти труби з поліпропілену, необхідно придбати спеціальний інструмент для цього.
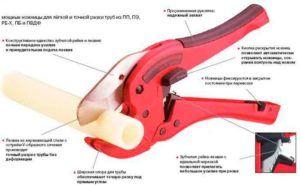
Ножиці для різання поліпропіленових виробів. Вони потрібні для того, щоб забезпечити строго перпендикулярний рез. Якщо в місці сполучення при пайку утворюється зазор, виникає ймовірність порушення герметичності з'єднання.
Шайвер - пристосування для зачистки поверхні виробів перед пайкою. Без цього пристосування взагалі неможлива пайка поліпропіленових труб, армованих будь-якими матеріалами. Справа в тому, що пайка поліетилену це дифузний процес, при якому відбувається взаємне проникнення розплавленого матеріалу.

Конструктивних рішень для цього пристосування безліч, тому при покупці інструменту широкий вибір забезпечений.
Паяльник. Основний засіб, що використовується при пайку поліпропіленових водопроводів. Основою його є пластина, на яку кріпляться змінні втулки різних розмірів. Ці насадки парні - одна для фітинга, друга для труби.

З'єднуються деталі встановлюються на змінний інструмент. Включення проводиться на рукоятці апарату, там же встановлений регулятор температури. Час нагріву деталей, що становить від 6 секунд і більше.
Рекомендації по цьому параметру наводяться в паспорті паяльника. Розігріті до плавлення деталі стикуються і утримуються протягом часу до 30 секунд. За цей час матеріал остигає до затвердіння.
Зазвичай в комплект інструмента включається також викрутка для установки змінного інструменту, маркер для розмітки, рулетка для виконання вимірювань.
Підготовка до монтажу водопроводу з поліпропіленових труб
Можна з упевненістю сказати, що якісна підготовка до складання розводки багато в чому визначає її працездатність і довговічність.
Дивитися відео
Крім того, одним з основних завдань цих заходів є прорахунок реальної потреби в елементах водопроводу.
Вибір схеми підключення
В даний час поширені дві основні схеми монтажу трубних розводок:
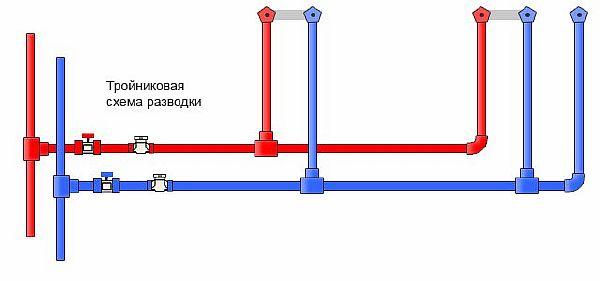
трійникова - при ній кожен споживач води підключається до центральної труби, з'єднаної із стояком. Для цього використовуються трійники.
Недоліком такої схеми є та обставина, що при одночасному відкритті декількох кранів тиск в живильної трубі різко знижується і надходження води в кожному з них знижується. Особливо страждають точки розбору, віддалені від стояка.
Другий негативний момент полягає в тому, що при виникненні необхідності в поточному ремонті доводиться відключати всю схему водопостачання на цей час.
Трійникового схеми застосовуються в квартирах або невеликих приватних будинках. З переваг можна назвати простоту монтажу і порівняно невелика витрата матеріалів.
Колекторна схема розводки. Такий спосіб формування водопровідної мережі полягає в тому, що від стояка живить труба проводиться до топографічному центру водопровідної системи і закінчується установкою гребінки.
Гребінка являє собою короткий патрубок з встановленими на ньому відводами з різьбленням під кульовий кран. Таким чином, формується розподільний вузол, від якого виконується розводка до точок споживання.
В результаті є можливість перекриття будь-якої точки водоспоживання окремо. Інша система продовжує функціонувати в звичайному режимі з однаковим витратою води.

Температурні режими експлуатації
Виробники продукції для водопроводів декларують максимальну температуру теплоносія в 95 градусів. Однак фізичні властивості матеріалу дещо відрізняються від цього показника.
Розм'якшення поліпропілену починає проявлятися при температурі близько 140 градусів, плавлення відбувається при 175. З огляду на ці параметри, можна зробити висновок, що цей матеріал придатний для будь-яких водопроводів опалення, за винятком парового.
Робоча температура в паропроводах становить саме 175 градусів.
Здавалося б, що може бути краще? Але особливість матеріалу полягає в тому, що від температури в 135 градусів він починає розм'якшуватися. Розводки починають провисати, стоншуватися і в кінцевому підсумку настає розрив.
Виробники поліпропіленових труб офіційно декларують значно нижчу допустиму температуру, бажаючи застрахувати свої вироби і зробити їх більш довговічними.
Потрібно зауважити, що в правильно облаштованому житло з достатньою тепловим захистом стін, такої робочої температури цілком достатньо.
Слід зауважити, що в системах опалення доцільно використовувати армовані поліпропіленові труби, що володіють рядом переваг:
- Стабільність лінійного розширення елементів водопроводу під впливом теплових і механічних навантажень. Вони не мають відчутних змін витримують тиск до 10 атмосфер.
- Термін служби армованого трубопроводу, що постійно перебуває під тиском при підвищеній температурі в рази перевищує аналогічний показник неармованої продукції.
- Температура плавлення в тих і інших виробах однакова, але при рівних умовах труба без армування руйнується, а армована немає.
Як паяти труби з поліпропілену своїми руками
Процес пайки поліпропіленових виробів нескладний і тому набув широкого поширення в технології монтажу водопроводів холодного і гарячого водопостачання і систем опалення.
Проте, є деякі тонкощі, який треба знати і враховувати в роботі.
Як правильно паяти дифузійним методом - інструкція по кроках
Процес пайки заснований на розплавлення поверхні деталі на певну глибину. Якщо в такому стані з'єднати дві деталі і остудити їх, то матеріал повертається в початковий стан і приймає первісну структуру.
Відео по темі:
За цей час розплав встигає перемішатися, створюючи монолітні матеріал на глибину проникнення. У фізиці це називається дифузійної зварюванням.

Виконання стику передбачає виробництво наступних технологічних операцій:
- Відрізати спеціальними ножицями трубу необхідної довжини.
- Зняти фаски під кутом 45 градусів на обох кінцях.
- Очистити від забруднень і знежирити зварюються поверхні на заготівлі зовні і фітингу всередині.
- Встановити на паяльник насадки необхідного розміру.
- Включити паяльник і прогріти сопрягаемость деталі протягом часу, зазначеного в інструкції.
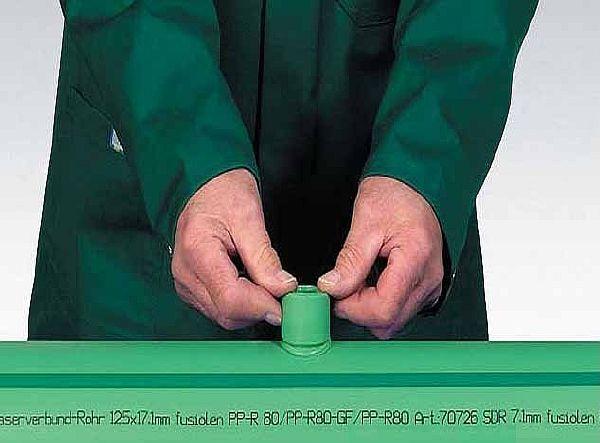
- Зняти деталі з паяльника і зістикувати їх в потрібному положенні. Утримувати до повного охолодження.
Необхідно приділити пильну увагу дотриманню часу нагріву. Для отримання якісного з'єднання необхідно, щоб під шаром розплавленого пластику залишалося тверду основу. Це дозволить деталям зістикуватися співвісно. Якщо деталі перегріті і пластик розм'якшити на всю товщину, з'єднати їх буде неможливо, вони просто зімнуть.
Тому виробниками інструменту рекомендуються тимчасові відрізки для кожного розміру окремо.

З наведеної таблиці видно, скільки часу потрібно для якісного проходження кожної стадії складання. Як видно, умови досить жорсткі.
При виконанні пайки своїми руками важливо перед початком роботи провести збірку декількох пробних стиків, щоб відчути тривалість тимчасових матеріалів.
Потрібно також звернути увагу на точність установки в осьовому напрямку при сполученні деталей. Часу на контроль і виправлення залишиться лічені секунди.
Дивитися відео
При якій температурі паяти поліпропіленові труби, встановлено в конструкції зварювального апарату, важливо дотримуватися рекомендацій щодо часу нагріву деталей. Цей показник залежить від потужності інструменту, яка в різних моделях може відрізнятися.
Як паяти муфтові (розтрубним) способом
Такий спосіб з'єднання застосовується для з'єднання виробів з метою подовження прямих ділянок. Для цього використовується муфтовий фітінг.
Відео по темі:
Його встановлюють на кінець труби пайкою, після чого припаюють, другий деталь. Пайка проводиться відповідно до описаної вище технологією.
Паяти торцевих методом

Торцева стикування за такою технологією може успішно використовуватися і в польових умовах. Як рівно паяти поліпропіленові труби встик?
Для цього потрібно провести попередню механічну обробку торців, забезпечуючи абсолютну паралельність стикуються кінців.
Дивитися відео
Як правильно паяти армований поліпропілен
Армуючий шар, зміцнюючи структуру поліпропіленової труби. Створює певну перешкоду для стикування окремих частин. Армована вставка перешкоджає дифузії матеріалу, в результаті чого з'єднання стає ненадійним.
Дивитися відео
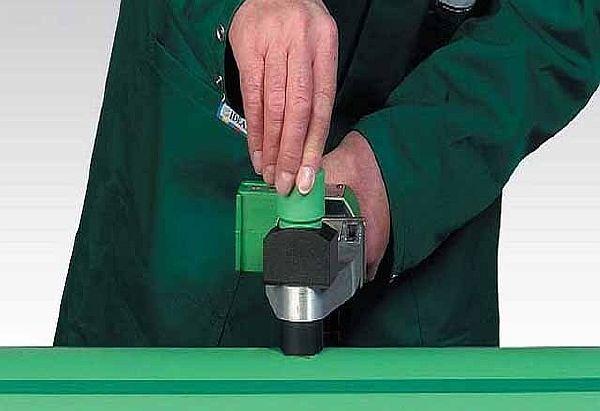
Єдиним способом забезпечити надійне з'єднання є видалення армованого шару. Видалення зовнішнього і армуючого шару проводиться спеціальним інструментом - шайвером.
Після зачистки верхнього шару потрібно ретельно видалити задирки і очистити поверхню від забруднень, після чого можна виконувати пайку за вказаною вище технології.
Щоб зрозуміти, при якій температурі паяти армований поліпропілен, потрібно враховувати, що його структура нічим не відрізняється від звичайних труб і режими пайки ті ж.
«Холодна сварка» в з'єднаннях поліпропілену
Двокомпонентний епоксидний склад під такою назвою придбав певну популярність завдяки своїй ефективності. Привертає простота у використанні - досить розім'яти грудку складу і нанести на поверхні, що склеюються. Час затвердіння суміші складає близько 10 хвилин, повне схоплювання - близько години.
Фізичні властивості клейового складу не дозволяє використовувати його на водопроводах гарячого водопостачання або опалення. Він придатний тільки для монтажу водопроводу.
З'єднання поліпропіленових труб електрофітінгамі
Цей спосіб монтажу знаходить широке застосування в промисловості. Для виконання стиків в даному випадку застосовуються електрофітінгі. У корпусі деталі в процесі її виготовлення встановлюється нагрівальний елемент.
Монтаж системи проводиться без пайки, але кожен фітінг підключається до силової електромережі. Тільки після закінчення виконання розводки на неї подається напруга.
Під впливом струму нагрівальні елементи розплавляють сполучаються деталі до необхідного стану, відключення проводиться автоматично. Після охолодження деталей вся мережа або її локальний ділянку готові до експлуатації.
Дивитися відео
Використання такого способу монтажу значно збільшує продуктивність праці і усуває особистісний фактор при виконанні робіт. Тому якість з'єднань стабільно для всієї водопровідної мережі.
Така технологія дозволяє якісно проводити збірку елементів трубопроводу в важкодоступних місцях.
Пайка труб на складних ділянках
При складанні водопроводу або системи опалення складної конфігурації можуть виникнути проблеми з доступом до місця пайки. Як паяти поліпропіленові труби в важкодоступних місцях?
Дивитися відео
В процесі підготовки потрібно умовно розбити всю мережу на окремі вузли, які можна з'єднати на верстаті, після чого готові гілки вваривать в систему в двох-трьох точках. Складними для монтажу ділянками можна вважати наступні:
- трубопроводи, що розміщуються під стелею;
- в місцях, де неможливо помістити паяльник.
Кращий спосіб уникнути труднощів в даному випадку є недопущення їх виникнення. Для цього потрібно продумати порядок складання, виготовляючи складні вузли на верстаті, а не на руках. Якщо це зробити неможливо, краще використовувати електрофітінгі.
Взагалі, виникнення труднощів такого роду є наслідком помилок проектування. Технологічність монтажу є основною умовою для проектувальника.
Монтуємо сідла в водопровідну систему
Цей елемент трубопроводу використовується для створення додаткового відводу, і необхідність його установки виникає, як правило, при ремонті діючих розводок.
Відео по темі:
У трубу більшого діаметра упаюється фітінг меншого розміру, що дозволяє встановити відгалуження від діючої розводки під кутом 90 градусів.
Для цього потрібно:
- У стінці діючої труби майстру потрібно просвердлити отвір потрібного діаметру, видалити задирки і виконати фаски.
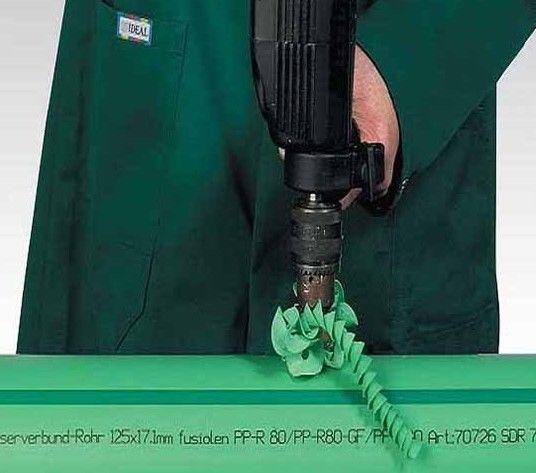
- Сполучених деталі прогріваються паяльником за традиційною технологією.
- Сідло (фітінг) щільно встановлюється в отвір у трубі.
Такий спосіб створення додаткових розгалужень в водопроводі з поліпропіленових труб дозволяє з найменшою трудомісткістю продовжити розвитку мережі.
Знання того, як правильно паяти поліпропілен дозволить без труднощів монтувати трубопроводи будь-якої довжини і ступеня складності.
Відео як вибрати апарат для зварювання поліпропілену
Дивитися відео







